Steve, you would have to find out what the muzzle end of the bore is. If you can use a type of bore gage like a Skeet's and insert in into the muzzle side and read what it is. Find out how long the constriction is before going to bore size (ex. 730.).
If you have the means to make a steel plug that is tapered at the end and have the major diameter .001 smaller than the constriction at the muzzle, insert it in the breech end and push it until the tapered end is sticking out of the muzzle and the main body is tight on the dent. Lightly heat barrel with a propane torch, warm to touch, tap plug until it is round again.
Very easy to do if you have the plug.
This happens to be for a 10 ga.
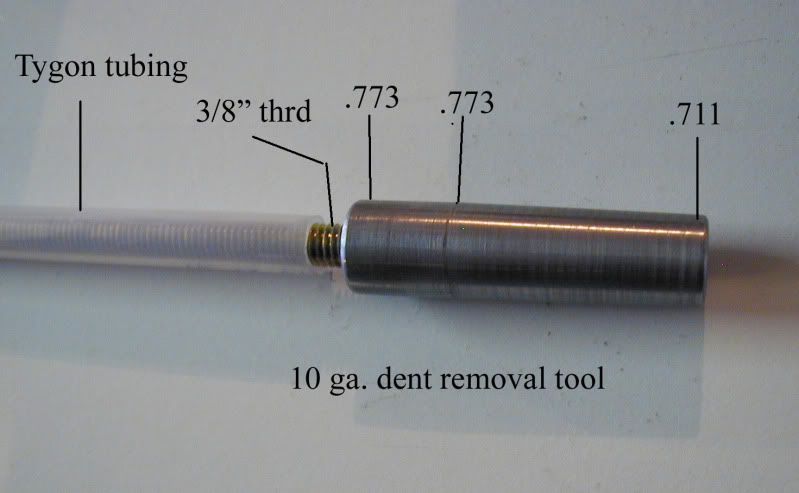
These are what I use to find exact bore size, as some are a .001-002 less as they go further into the barrel. They are made out of aluminum. Once I find size I make the plug as shown above from mild steel.





